

HDPE土工膜施工全流程精讲:零基础轻松进阶施工高手

HDPE土工膜作为环保、水利、市政、矿业等工程中核心的防渗材料,凭借优异的防渗性能、耐化学腐蚀性和抗老化能力,被广泛应用于垃圾填埋场、污水处理池、水库边坡、人工湖等HDPE土工膜防渗施工场景中。其施工质量直接决定防渗系统的稳定性和使用寿命,本文从“人、机、料、法、环、测、护”七大核心要素,全面拆解HDPE土工膜施工全流程、关键要点及质量控制标准,助力工程施工高效落地、规避渗漏隐患,同时为行业从业者提供可直接参考的现场交底与方案编写依据。
一、人员要素(施工核心保障)
HDPE土工膜施工对人员专业性要求极高,尤其是焊接工序,直接影响防渗效果,核心要求如下:
1. 资质要求
焊接作业人员必须持证上岗,经热熔焊、挤压焊实操考核合格,熟练掌握两种焊接工艺的操作技巧;现场负责人、质量检查员、安全员、材料员需定岗定责,明确分工,确保施工各环节可追溯、可管控,避免因人员职责不清导致施工漏洞。
2. 技能要点
施工人员需熟练掌握焊机参数调节、试焊操作、焊缝缺陷识别与修补技巧,能快速应对施工中出现的焊接异常;同时熟悉基面验收标准、HDPE土工膜铺设张力控制、锚固施工及节点处理方法,确保每一道工序都符合HDPE土工膜施工规范要求,减少后期返工。
3. 安全与操作意识
严禁穿硬底鞋、带钉鞋上膜作业,施工工具需轻拿轻放,避免划伤、戳破HDPE土工膜;严格遵守大风、雨雪、高温暴晒等恶劣天气下的作业纪律,杜绝违规操作,既保障施工人员安全,也避免因操作不当损坏膜材。
二、机械设备(施工效率与质量关键)
选用适配的施工机械设备,是确保HDPE土工膜施工质量、提升施工效率的基础,需按施工环节分类准备,做好设备调试与维护,为规范开展HDPE土工膜施工提供硬件支撑:
1. 焊接设备(核心施工设备)
•双轨热熔锲焊机(主焊设备):用于大面积直线焊缝施工,需配备温度、速度、压力显示功能,能精准控制焊接参数,确保焊缝熔结均匀,是HDPE土工膜大面积施工的核心设备。

•挤压式热熔焊机(补焊/节点专用):主要用于T字缝、阴阳角、管道周边等复杂节点焊接,以及焊缝缺陷修补,能适配复杂施工场景,填补主焊设备的施工盲区。
•热风枪:用于小范围膜材预热、局部贴合,辅助焊接作业,尤其适用于低温环境下的膜材预热,避免焊接时出现虚焊、漏焊。
2. 基面与铺设设备
基面处理需用到挖掘机、平地机、压路机/平板夯,确保基面压实度达到设计要求(边坡≥90%、库底≥93%);HDPE土工膜铺设需用到吊车+软吊带(严禁用钢丝绳直接吊膜,避免划伤膜材),同时配备卷尺、3m靠尺、记号笔等辅助工具,用于膜材裁切、平整度检测和标记。
3. 检测设备(质量验收核心)
•气压检测仪:专门用于双轨焊缝的非破坏性检测,精准检测焊缝密封性,避免渗漏隐患。
•真空罩检测仪:用于局部焊缝、修补部位的密封性检测,适配小范围、复杂节点的检测需求。
•其他检测工具:拉力机(用于现场试片剥离/剪切试验)、测厚仪、游标卡尺,用于膜材厚度、焊缝强度等指标的检测,确保施工质量符合标准。
三、材料要素(防渗效果基础)
材料质量是HDPE土工膜防渗系统的核心,需严格把控主材及配套材料的进场验收,杜绝不合格材料用于HDPE土工膜施工,具体要求如下:
1. HDPE土工膜(主材)
•材质标准:采用高密度聚乙烯原生料+炭黑制成,严禁使用再生料/回收料,确保膜材的防渗性能、抗老化能力和机械强度,避免因材质不合格导致后期渗漏、破损。
•厚度要求:根据工程场景选用适配厚度,库底/填埋场≥1.0mm,边坡/重要工程≥1.5mm,危废/高防渗工程≥2.0mm,具体可结合设计要求调整。
•外观要求:膜面无孔洞、无裂纹、无明显划痕、无焦痕、无杂质疙瘩,表面平整,无明显凹凸不平。
•进场必检:每批次进场膜材需进行抽样检测,重点检测厚度、密度、拉伸强度、断裂伸长率、抗撕裂性能、碳黑含量、耐老化性能,检测合格后方可投入使用,同时留存检测报告备案。
2. 配套材料
•土工布(保护层):选用200–600 g/㎡的短纤或长纤土工布,铺设在HDPE土工膜表面,防止膜材被尖锐杂物刺破,保护膜材不受损伤。
•锚固材料:包括膨润土密封膏、不锈钢锚固栓、压条、密封胶、粘土/粉质粘土(用于锚固沟回填),确保膜材边缘锚固牢固,避免出现滑移、渗漏。
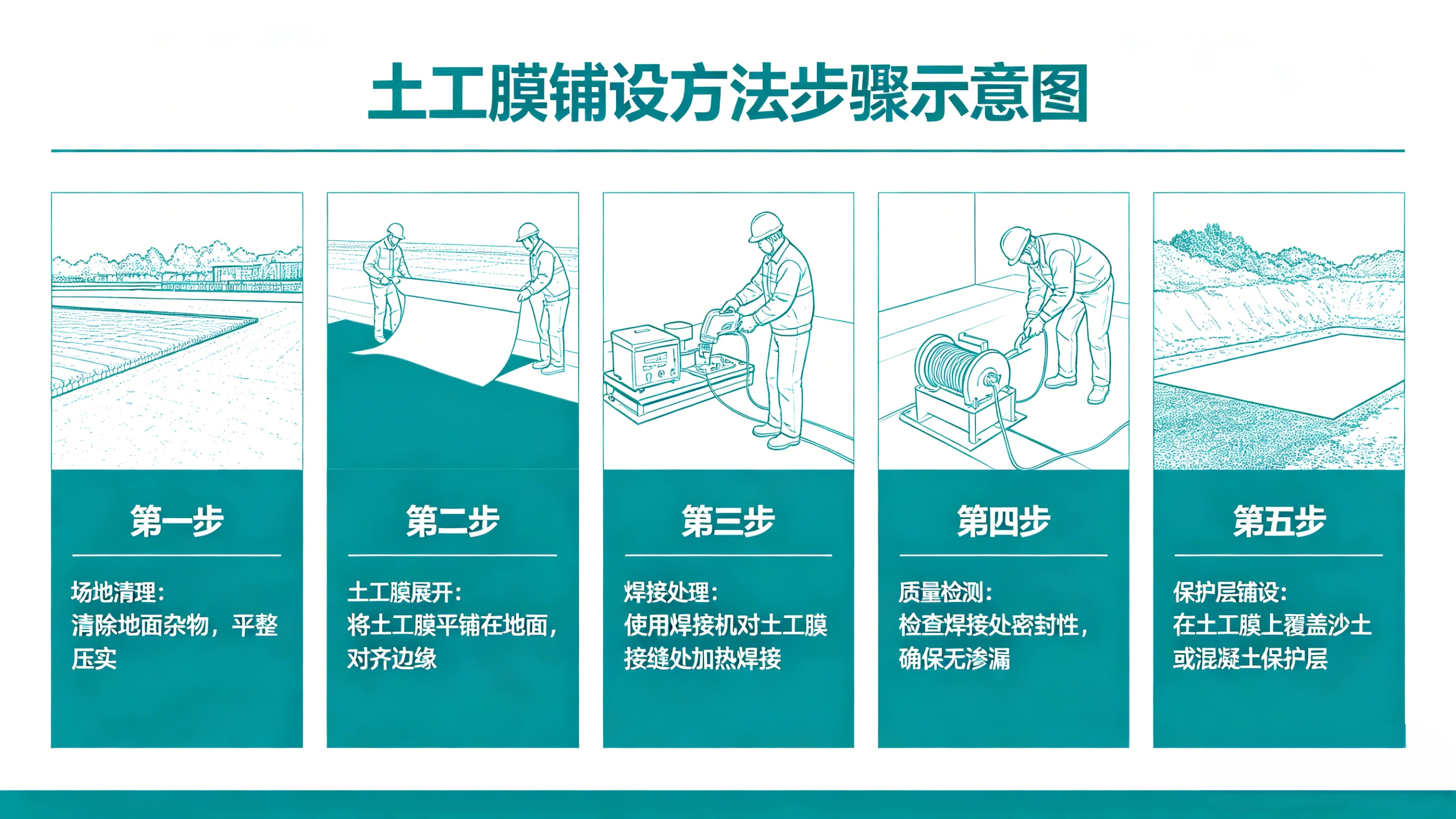
四、施工工艺与方法(核心施工环节)
HDPE土工膜施工需遵循“基面合格→铺设规范→焊接达标→节点加固”的流程,每一步都需严格把控细节,尤其是HDPE土工膜基面处理和焊接工艺,直接决定施工质量,具体流程如下:
1. 基面处理(最关键前置工序)
基面是HDPE土工膜铺设的基础,基面处理不合格会导致膜材受力不均、易撕裂,进而引发渗漏,核心要求如下:
•清基处理:彻底清除基面上的树根、杂草、尖锐石块、建筑垃圾等杂物,避免尖锐物体刺破膜材;同时排干基面积水,对软土、淤泥层进行换填处理,确保基面承载力符合要求。
•平整度要求:用3m靠尺检测,基面平整度≤2 cm/㎡,无明显凹凸、无尖锐棱角,避免膜材局部受力过大。
•压实度要求:边坡压实度≥90%,库底压实度≥93%,确保基面稳定,避免后期沉降导致膜材撕裂。
•阴阳角处理:将阴阳角做成R≥50 cm的圆弧,严禁保留直角,防止直角处应力集中,导致膜材开裂。
2. 铺设工艺(规范铺设,避免应力损伤)
•铺设顺序:遵循“先边坡、后库底”的原则,由低向高、顺坡铺设,确保水流方向与搭接方向一致,避免液体渗入接缝下部;相邻膜片的纵向接头应相互错开1m以上,距离坝脚、弯脚处1.50m以上,且设在平面上,严格遵循HDPE土工膜铺设方法规范。
•膜材裁切:提前进行排版设计,遵循“焊缝最少化”原则,减少焊接工作量,降低渗漏风险;现场实测尺寸后精准下料,避免浪费,同时逐片编号,详细记录在专用表格上。
•张力控制(热胀冷缩核心):HDPE土工膜热胀冷缩明显,需根据气温调整张力:气温>20℃时,膜材自然松弛、保留微波纹,不拉紧;气温10–20℃时,适度松弛;气温<10℃时,可轻微预拉,但严禁绷直,预留1.50%的余幅,以备局部下沉拉伸,避免温度变化导致膜材撕裂。
•搭接宽度:双轨焊接的搭接宽度≥10 cm,设计有明确要求的按设计执行;搭接面需保持干净、干燥,无灰尘、油污、积水,避免影响HDPE土工膜焊接工艺质量。
•临时固定:膜材铺设后,用砂袋或配重及时压牢,防止大风导致膜材移位;严禁用硬器压膜,避免划伤膜面。
3. 焊接工艺(防渗核心,重中之重)
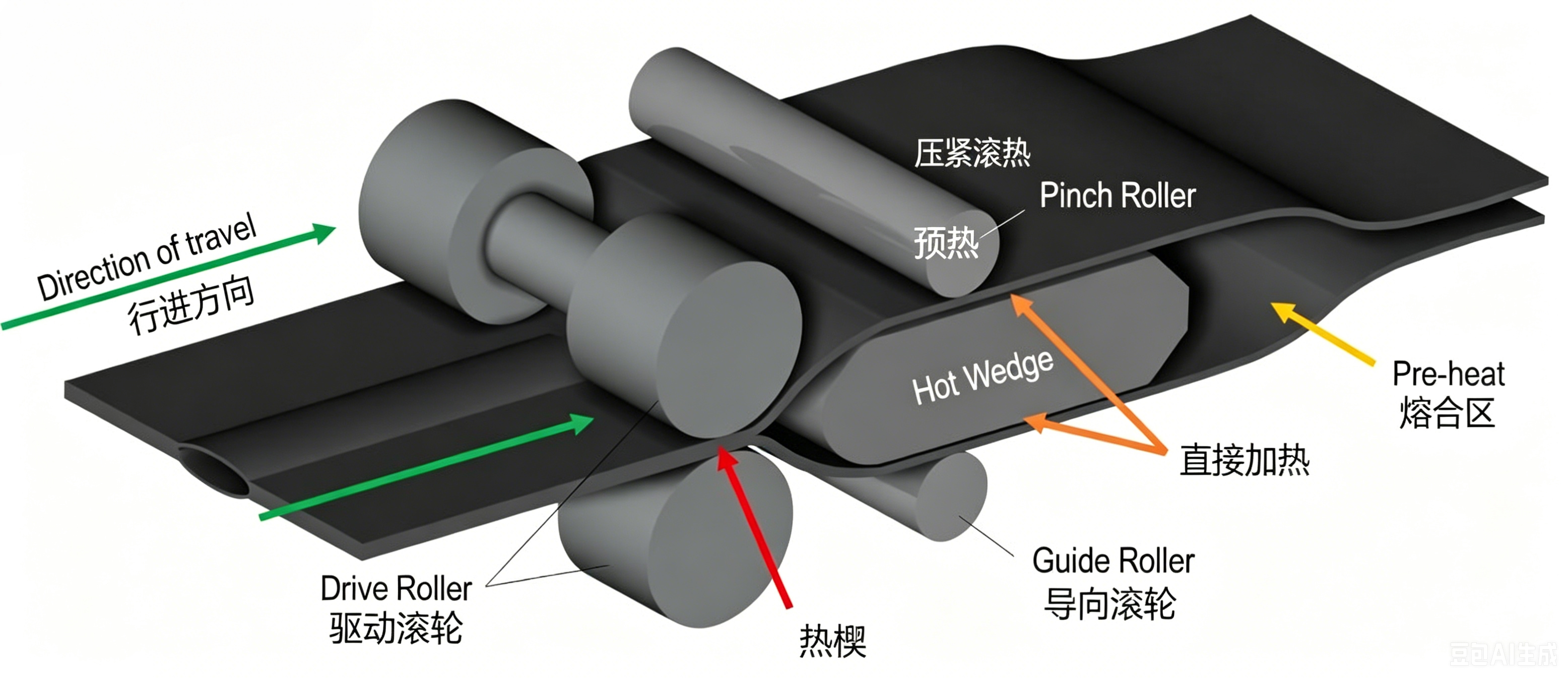
(1)双轨热熔焊(大面积施工首选)
•施工环境:适宜温度5–40℃,风速≤5级;雨雪、大雾、大风天气严禁焊接,避免影响焊缝熔结质量;焊接前需清理搭接面,去除灰尘、水分、油污等杂质,必要时用专用打磨机轻度打磨,去除氧化层,增加焊接面粘合性能。
•焊接参数(参考):温度控制在220–260℃,速度1.5–2.5 m/min,压力0.3–0.5 MPa;具体参数需根据现场气温、膜材厚度和批次调整,确保焊缝熔结均匀。
•试焊要求:每日开工、换班、气温波动较大时,需先做30 cm试片,现场进行剥离/剪切试验,合格后方可正式焊接;试焊样块需留存,送相关单位存档。
•焊缝排布:遵循“先横后纵”的原则,横缝间距>50 cm,T字接头、严禁十字交叉;在坡度大于1:6的斜坡上,距顶坡或应力集中区域1.5米范围内,尽量不设焊缝。
(2)挤压焊(节点/修补专用)
主要用于T字缝、管道周边、阴阳角、破损修补等主焊设备无法覆盖的区域;焊料需与HDPE土工膜母材同材质,焊接宽度≥5 cm、厚度≥母材,确保焊缝与母材熔结为一体,无虚焊、漏焊。
4. 锚固与节点处理(渗漏高发区重点管控)
节点部位是防渗系统的薄弱环节,需重点处理,避免渗漏隐患:
•锚固沟锚固:在铺设区域边界开挖锚固沟,宽40 cm、深50 cm,将膜端埋入沟内,用粘土分层夯实,顶部做混凝土压顶,确保膜材边缘锚固牢固,具备足够的抗拔力。
•穿管节点处理:采用不锈钢箍+挤压焊补强+混凝土包封的方式,管周做成圆弧过渡,确保管膜连接紧密,无渗漏缝隙;使用专用的防渗套管或靴形配件,进一步提升防渗效果。
•边坡固端处理:坡顶、坡脚处的膜材需锚固到位,防止膜材滑移;边坡铺设时,展膜方向应基本平行于大坡度线,减少膜材受力。
五、环境要素(施工质量的外部保障)
HDPE土工膜施工受环境因素影响较大,需根据环境条件调整施工方案,规避环境对HDPE土工膜施工质量的影响,确保施工规范达标:
•温度控制:最佳施工温度为10–30℃;气温<5℃时,需对膜材进行预热、做好防风措施,避免膜材变脆易裂;气温>40℃时,避开正午高温暴晒,防止膜材软化变形。
•风力控制:风速>5级时停止焊接作业,现场设置防风围挡,用砂袋压牢膜材,防止大风导致膜材移位、焊接面错位。
•雨雪天气:严禁雨天、雪天铺设与焊接,膜面必须保持干燥无尘,避免雨水、雪水影响焊接质量,导致焊缝出现虚焊、漏焊。
•基底环境:基面需干燥、无积水、无冻胀、无沉降隐患,避免基底不平整或积水导致膜材受力不均、破损。
六、质量检测要素(验收关键,杜绝渗漏)
HDPE土工膜施工质量检测需贯穿施工全过程,实行“全检+抽检+隐蔽验收”相结合的方式,确保每一道工序合格,具体HDPE土工膜质量检测要求如下:
1. 目测(全检)
全程对施工环节进行目测检查,重点查看:焊缝平直、无气泡、无焦边、无漏焊、无褶皱死折;膜面无破损、无孔洞、无划痕;铺设、锚固、节点处理符合规范要求;所有施工人员需将目测检查贯彻在全部施工过程中。
2. 非破坏性试验(必做)
•双轨焊缝气压检测:将焊缝空腔两端密封,插入气针充气至0.15–0.2 MPa,保压5 min,压降≤20%为合格;若压降超标,需查找漏点并重新焊接、检测,直至合格。
•真空罩检测:主要用于修补部位、节点部位的检测,真空度控制在-0.02 MPa,保压30 s无气泡为合格;对无法进行真空检测的部位,需加强自检,确保无渗漏。
3. 破坏性试验(抽样)
每1000 m焊缝抽取1组试片,进行剥离、剪切试验,焊缝强度≥母材强度的80%,且破坏发生在母材而非焊缝本身,即为合格;若试样不合格,应在原焊缝上再取第二块,连取三块不合格时,应对整条焊缝作返工处理。
4. 隐蔽验收
遵循“基面验收→铺设验收→焊接验收→节点验收→保护层验收”的顺序,每一步验收合格后,相关责任人签字确认,方可进入下一道工序;验收记录需完整留存,归档备查,确保施工过程可追溯。
七、成品保护与养护(延长使用寿命)
HDPE土工膜铺设焊接完成后,需及时做好HDPE土工膜成品保护与养护,避免膜材受损,延长防渗系统使用寿命:
•及时覆盖:铺设焊接完成后,及时覆盖土工布或砂土保护层,避免膜材暴晒、紫外线老化,减少膜材老化速度。
•禁止行为:严禁车辆直接碾压膜面;严禁尖锐物、重物砸击、拖拽膜材;严禁在膜面上吸烟、动火,避免膜材破损、燃烧。
•保护层施工:按“土工布铺设→砂土/粘土分层回填(每层20–30 cm)→轻型压实”的顺序施工,压实设备严禁直接接触膜材,避免损伤膜面;保护层材料中不得含有尖棱碎石等可能损伤膜材的物质。
•长期养护:工程完工后,定期对防渗系统进行巡检,发现膜材破损、焊缝开裂等问题,立即进行修补;做好排水措施,防止膜下积水顶破膜材,确保防渗系统长期稳定运行。
HDPE土工膜施工一句话口诀
基面平、实、干、圆;膜材真、厚、净、无残;铺设松、顺、对、防风;焊接温、速、压、试片先;节点牢、圆、封、多补强;检测严、全、抽、记录全;保护快、盖、禁、防暴晒。
总结
HDPE土工膜施工是一项系统性工程,需严格把控“人、机、料、法、环、测、护”七大要素,从HDPE土工膜基面处理到成品养护,每一个环节都不能忽视。只有遵循规范的施工工艺、选用合格的材料、配备专业的人员和设备、做好全程HDPE土工膜质量检测与成品保护,才能确保HDPE土工膜防渗系统的稳定性和耐久性,满足环保、水利等工程的防渗要求,规避渗漏隐患,降低后期维护成本。
本文涵盖HDPE土工膜施工全流程要点,可直接用于现场施工交底、施工方案编写,同时为行业从业者提供专业的技术参考,助力提升HDPE土工膜施工质量,明确HDPE土工膜焊接工艺、铺设方法等核心要点,推动防渗工程行业规范化发展。

























请先 登录后发表评论 ~