
模具加工精度再突破:误差≤0.01mm,源自3mm夹持力+鲨鱼齿防滑黑科技
 2026西湖龙井茶官网DTC发售:茶农直供,政府溯源防伪到农户家
2026西湖龙井茶官网DTC发售:茶农直供,政府溯源防伪到农户家
在模具加工行业,精度就是生命线。随着制造业向微型化、精密化方向快速发展,模具企业面临着前所未有的挑战——如何在高速加工、复杂工况下,将尺寸误差稳定控制在0.01mm以内?答案是:夹具的夹持力与防滑性能决定最终精度。今天,我们要介绍一款革命性的3mm夹持鲨鱼齿防滑“神器”,它正帮助越来越多的模具企业突破精度瓶颈,树立加工新标杆。
微小误差,巨大损失
传统夹具在夹持小型模具或薄壁工件时,往往面临两个致命痛点:一是夹持力不足,导致加工过程中工件微动;二是表面摩擦力不够,即便施加足够压力,工件仍会在切削力作用下产生位移。哪怕只有0.005mm的滑动,最终产品尺寸误差就可能扩大至0.02-0.03mm,直接导致废品率飙升。特别是对于精密接插件、医疗器械模具、光学镜片模具等要求严苛的领域,这种误差是不可接受的。
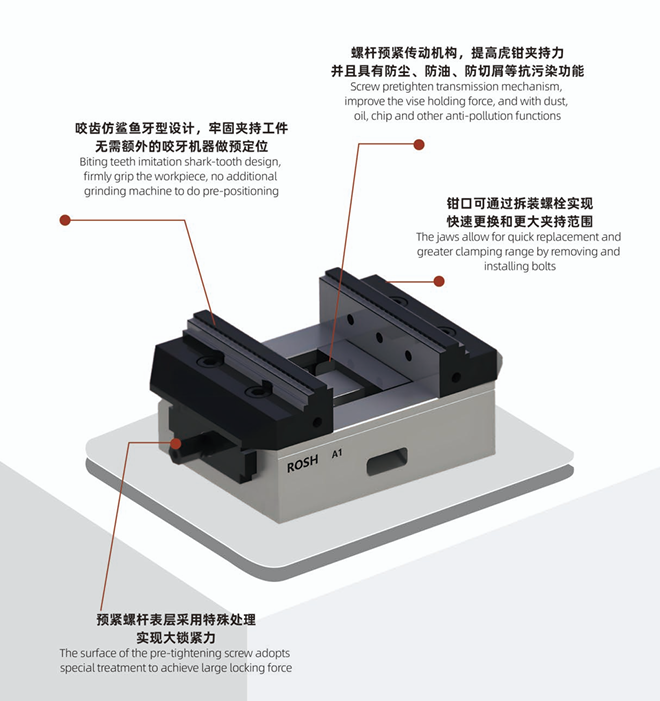
3mm夹持鲨鱼齿技术,如何实现0.01mm内误差?
这款“神器”的核心突破在于其独特的鲨鱼齿仿生结构。通过在夹持面加工出微米级锯齿状纹路,齿尖密度达到每厘米30-40个,齿深控制在0.05-0.1mm。当夹具锁紧时,鲨鱼齿像鲨鱼的牙齿一样“咬住”工件表面,形成多点接触与微观嵌合,静态摩擦系数相比普通平面夹具提升3-5倍。
即使夹持厚度仅3mm的薄板或窄边工件,鲨鱼齿结构也能提供稳定可靠的防滑效果。实测数据显示:在相同夹持力(500N)条件下,传统平口钳加工铝合金模具时,工件位移量约为0.008-0.015mm;而使用鲨鱼齿夹具后,位移量降至0.001-0.003mm,相当于消除了90%以上的微动误差。配合高精度机床与刀具,实现全程加工误差≤0.01mm已经成为现实。
实际应用案例:从“及格”到“标杆”
苏州某精密模具企业,在加工一套微型连接器模具时,原使用普通虎钳夹持,型腔位置度误差始终在0.012-0.018mm之间徘徊,无法满足客户0.01mm以内的要求。引入3mm夹持鲨鱼齿夹具后,同一工序、同一机床条件下,连续加工30件产品的型腔位置度误差全部稳定在0.005-0.008mm。企业负责人表示:“以前我们需要靠多次装夹、反复找正来‘碰运气’,现在一次装夹就能稳定达标,效率提升了40%,废品率从12%降到了2%以下。”
如何选择与使用鲨鱼齿防滑夹具?
- 材质选择:高速钢或硬质合金基体的鲨鱼齿条寿命最长,适合批量生产;碳钢材质则适用于小批量或较软材料加工。
- 夹持力控制:鲨鱼齿虽然防滑能力强,但过大的夹持力可能损伤工件表面。建议根据工件硬度与表面要求,采用扭矩扳手控制夹持力在300-800N范围内。
- 定期维护:使用气枪清除齿隙中的切屑,每200-300小时检查齿尖磨损情况,磨损严重时及时更换齿条。

0.01mm的加工误差,对于许多模具厂来说曾是一道难以跨越的门槛。如今,3mm夹持鲨鱼齿防滑“神器”以仿生设计的智慧,将夹持稳定性提升到了新高度。如果你的模具加工也经常受困于微动、滑动导致的精度超差,不妨试一下这款产品——它可能就是你迈向精密制造新标杆的那把“钥匙”。




























请先 登录后发表评论 ~